
Experts in air filtration
Project WA – Hot Gas Filter for Aluminium Furnace, Sodium Bicarbonate Injection via Bulk Bag and Spark Detection System
Problem

Taking scrap Aluminium and melting down in a furnace to produce specification aluminium ingots produces fume and smoke. The local authority had recognised that an improvement to the direct extraction to atmosphere could be made. It is currently more profitable to buy in ‘dirty’ aluminium scrap to process which produces the most fume and smoke from the plastics, increasing the need to remove the pollutants prior to the chimney exit
Solution

The owner of the business wanted to ensure the future compliance of the process emissions and had an opportunity for some external funding for the project.
Our solution was a bag filter suited to hot gases. The complete and final package included:
- Ducting
- Mechanical spark trap
- Grecon spark detection and arrest
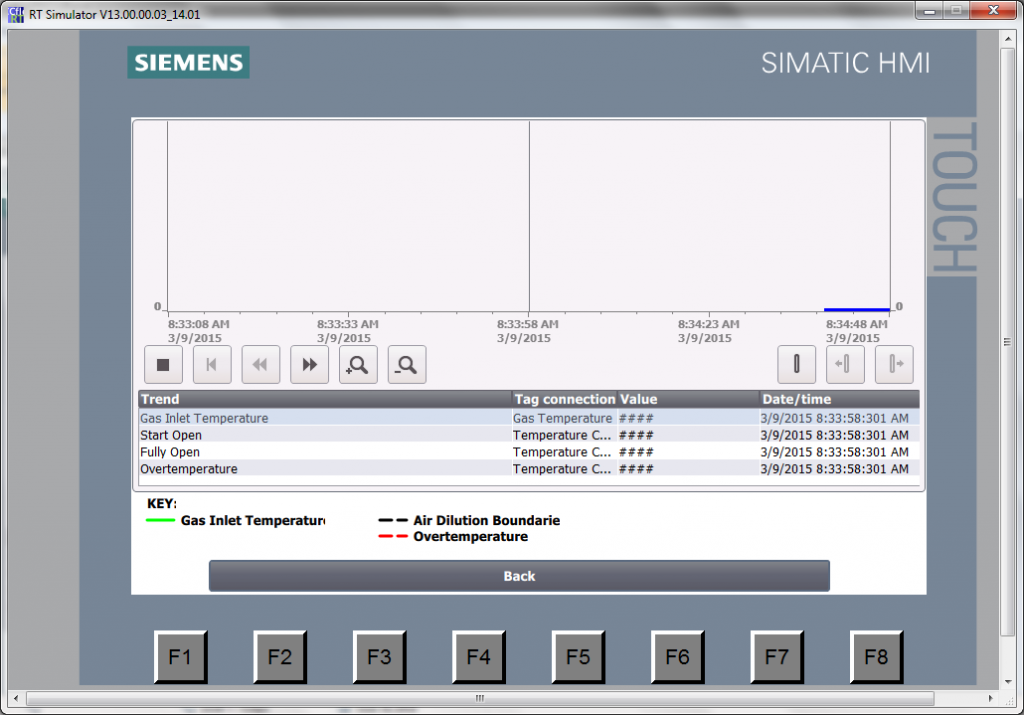
- Air dilution cooling valve
- Automatic filter bypass protection
- Compressor system
- High temperature components
- HMI control panel
Details
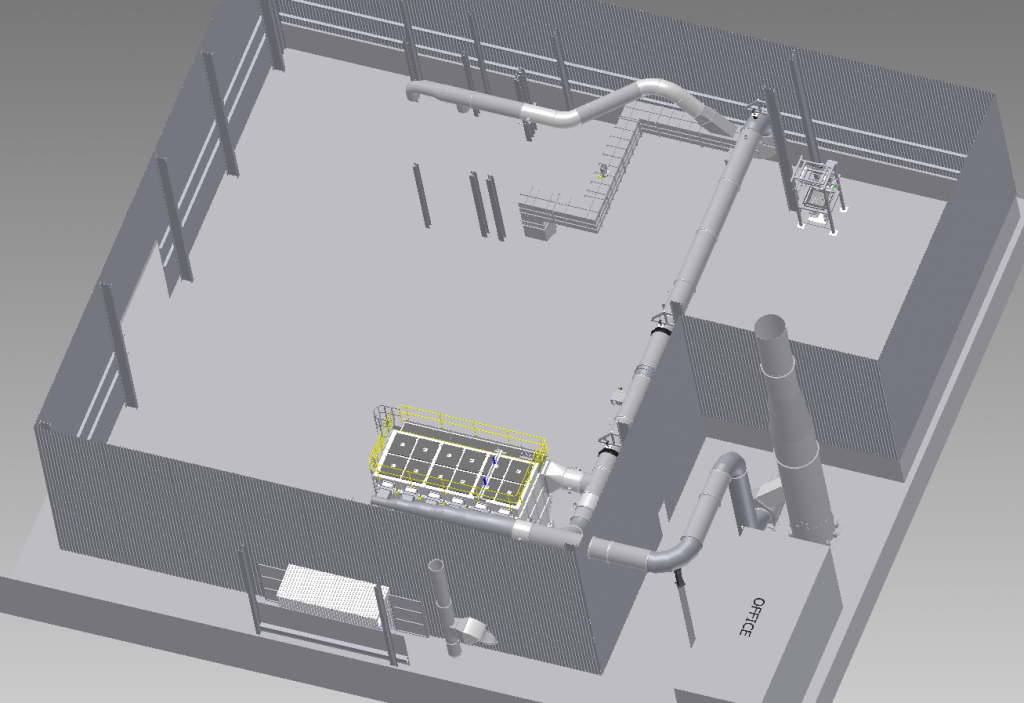
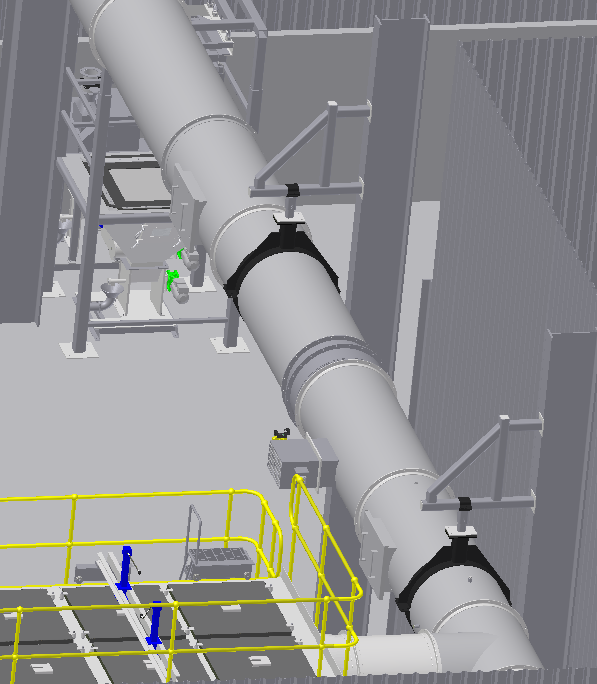
Following a site survey, the complete plant is modelled in Autodesk Inventor 2015. This allows us to discuss details with the client and confirm precise layouts.
Due to knowledge of other Aluminium sites that have continuous or periodic emissions monitoring, Filter Designs suggested injecting sodium bicarbonate full time and activated carbon when dirty scrap is being melted.

To allow different modes to be used, we arrived at a 3 position switch which the operators adjusted to suit the day/night operations.
In addition, we added automatic functionality based on the control panel clock, to allow the system to change automatically based on adjustable times.
This affects fan speed, reagent dosing and other variables.
Theory
Reality


The spark arrest drop out box encourages any sparks from the furnace to extinguish themselves before the Grecon spark detection and water quench which sits within the ducting system.
In the same image, the sodium bicarbonate ‘CleanDose’ bulk bag dosing station is a fork lift truck loaded frame. The bulk bag drops sodium bicarbonate into a hopper, which has an agitator paddles and feeder screw.
The dosing rate is adjustable via the control panel HMI.
The smaller PAC ‘CleanFeed’ dosing station takes 25kg bags of activated carbon and doses at an adjustable rate. The PAC only doses when melting ‘dirty scrap’.

The hot gas filter is capable of accepting gases up to 220˚C on a continual basis and uses woven glass bags with a PTFE membrane. The filter discharge uses a horizontal screw, rotary valve and inclined screw conveyor to a bulk bag discharge.
The filter has a single inlet but 6 outlet valves. Although not true offline cleaning, this reduces the air flow across one area of the filter to aid cleaning. Furthermore, it allows isolation from the draught of the chimney to allow the trace heating to operate. The trace heating is intended to keep the filter warm during (for example) winter shutdowns to prevent acid gas condensation.

The ‘CleanPulse’ filter requires compressed air for cleaning the filter bags and top provide compressed air for offline cleaning valves, furnace balancing damper and air dilution valves.
We installed a suitably sized compressor with integrated refrigerant dryer to +3˚C. An autodrain allows the condensate to drain without manual intervention. The compressor self regulates so that once pressure is met, the motor turns off.
The compressed air system was installed by Filter Designs complete with regulators and in this case, thermal insulation to limit temperature increases.

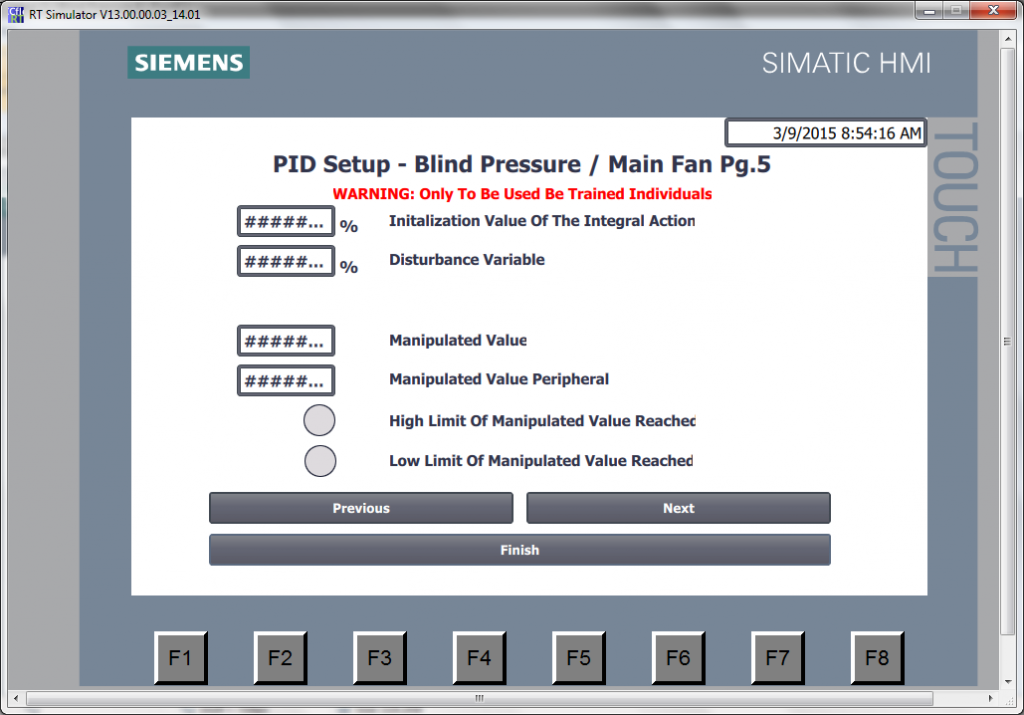
The controls system comprises a main panel with 75kW fan inverter and heat exchanger. The control system raises all alarms on the HMI screen and interfaces with the filter pulse controller and the Grecon fire protection panel. If the Grecon system activates, one relay closes. If it activates 20 times in 5 seconds we know that multiple sparks are heading towards the filter and therefore the water quench activates and the filter goes into bypass.
The system posed a set of unique issues which included high ambient temperatures, corrosive gases, fluctuating process, site access restrictions and working around a 24/7 operation. However, these issues were managed and overcome to deliver a system which is now working over specification.
The control system can be simple:
Our recent Projects
An empty warehouse is always a welcome place to start a project. This is because we have a blank canvas with which to design an ideal layout for a flue gas treatment plant. Once installed, our system cleans the gases from a waste boiler and waste infeed plant and will allow the end user to stop transporting waste around the country and manage it locally, save on transport costs and produce some electricity too.
Project VC - Turnkey Flue Gas Treatment Plant for Waste Boiler
Project JP2 - Complete Flue Gas Treatment System for Intumescent Paint Furnaces (Phase 2)
Filter Designs is a trading name of Turnkey Filtration Limited, a limited liability company registered
in England under number 16279255, whose registered office is at Filtration House, Farndon Road, Market Harborough,
LE16 9NP - Website by 1PCS

