
Experts in air filtration
Project JP2 – Complete Flue Gas Treatment System for Intumescent Paint Furnaces (Phase 2)
AT A GLANCE:
- Design to replicate existing system installed in 2016.
- Air dilution to reduce temperature into bag filter with modulating valves.
- Double screw sorbent dosing skid with precoating system
- Bespoke Controls system.
PROJECT MANAGERS REPORT:
After a successful installation of the R&D sites first flue gas treatment plant back in 2016. We were contacted via a third party (AIP) to initially carry out a front-end engineering design, which consisted of designing a plant layout in 3d as well as producing a P&ID.
The original project Project JP - Complete FGT System - Filter Designs has been performing well and our client wanted to increase their capacity to allow larger scale intumescent testing to be carried out at the same R&D facility which is now the leading European research and development site for the company.
As before the furnace creates a volume of gas containing pollutants which cannot be emitted to atmosphere.
The new system installed is twice the capacity in terms of volumetric flow. The design is very similar to what we previously installed as we knew this design to be functional.
Two larger new furnaces have been installed which produce 3,500Nm3 /hr each and run at a maximum temperature of 1150°C. Each furnace uses gas fired burners which heat up the steel samples on two different test curves.
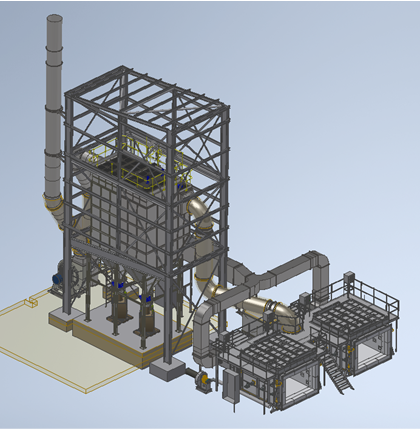
The equipment broadly comprises of:
- CleanPulse bag filter designed for 42,378Am3/hr @ 200°c
- Residue discharge into bulk bags via slide valve / rotary valve
- CleanSpark arrest box
- Spark detection & arrest system
- Insulated Filter Inlet ducting and outlet ducting / chimney with isokinetic sampling ports.
- Powder coated Air bleed ducting with modulating dampers for temperature control.
- CleanSorb HCL and SO2 abatement – Sodium Bicarbonate and Activated carbon mix (Pacsocarb ©) rip and tip double skid with blowing fan for pre-coating.
- Bespoke Siemens control hardware and software design.

The flue gas treatment plant and the new testing furnaces was part of a larger project. The main contractor was engaged to make some changes to the existing R&D building including updating offices, spray booths and replacing the large concrete floor where the system was to be installed.

As the building wasn’t tall enough a bespoke penthouse was designed and fitted to gain extra height on the building to house the filter. We worked alongside the architects to ensure there were no clashes with the filter itself and provided calculations for the ducting and chimney supports.


For the installation our clients neighbour kindly let us use their outside storage area so we could build up the filter, as there was no safe access internally.
The two filter sections, handrailing and access ladder were bolted to the filter structure. We then fitted the cladding flashing and lifted the filter case and top sections as one.

On the day of the crane lifting the filter into the building, we used LAN Survey Services to carry out drone footage after our client’s agreement which can be shared on request.
As you can see from the footage the space for the filter to fit in the penthouse was extremely tight.
The filter itself is a reverse jet ‘Cleanpulse’ filter designed specifically for the requirements in house using our 3D Inventor capabilities. The filter has 336 vertically hanging bags and a pair of pulse cleaning tanks to ‘pulse down’ the bags based on differential pressure.
The filter was insulated and clad using 75mm Rockwool and goosewing grey plastisol. Due to this being a batch process we have installed (8) 1kW trace heating pads to the hoppers of the filters to limit the possibility of condensation when not in use.
Once the filter was sited this gave us a datum to fit the CleanSpark box and filter inlet ducting and the refractory lined ducting.


The CleanSpark has baffles and two removable perforated sheets to stop any debris which may still be alight from the furnace, getting to the filter and risking a potential bag fire.
This too was designed in house to suit the shape of the space available whilst maintaining a slow velocity through the spark box using our 3d Inventor capable team.
The drop out box has three maintenance doors to allow cleaning of the built-up debris. Made from mild steel and then painted in Firwood 75 (high temperature black paint). Due to the heat transfer from the furnaces the drop out box had to be insulated and clad using 75mm Rockwool and goosewing grey plastisol.
The filter inlet and outlet ducting including the chimney was manufactured from 4mm mild steel with 6mm flanges and gasketed using a high temperature acid resistant material. The ducting was then insulated and clad using 70mm rockwool and goosewing grey sheeting to match the filter.
Due to the possibilities of potential lit embers passing through the CleanSpark box we installed a spark detection and arrest system in the ducting between the CleanSpark box and the filter inlet.
This system detects either one or multiple sparks and then ‘quenches’ using the pressurised water system. This is a failsafe system to prevent a bag fire in the filter.

The filter discharge was changed from the previous install due to there being more height available which allowed the use of a bulk bag collection system.
After speaking with the operatives, we opted to have a dual bulk bag discharge with two slide valves above two rotary valves which negated the need for a screw and to keep the discharge sequence simple.
The slide valves have proximity sensors which let the control panel and operatives know what state they are in. These slide valves will be used for maintenance on the rotary valves.
Each of the rotary valves are linked to a discharge ‘’start / stop’’ button which allows the operatives to stop the rotary valves whilst online to change the bulk bag. Once the stop button is pressed the rotary valve stops and a timer delay begins.

Each of the furnaces have their own combustion fans to control the 12 burners, we installed differential pressure transmitters in the refractory lined ducting just after each furnace. These transmitters were going to be used to control the overall speed on the main fan with a PID loop, we wanted to keep a set differential pressure so the air in the furnace was regulated for the burners which is how we commissioned the existing plant.
As the furnace pressure control damper differed from the last furnaces (different furnace manufacturer) we were struggling to maintain the pressure required in the furnace which also meant that not enough dilution air was being drawn in to lower the temperature to the filter. Therefore, we opted to have adjustable setpoints for the fan control for each of the two test curves.
Within the filter inlet and outlet ducting we installed four thermocouples two on the inlet and two on the outlet. The two filter inlet thermocouples are used to maintain a set inlet temperature into the filter to avoid acid gases and condensation.

These inlet thermocouples are used to control the modulating air bleed dampers. As the furnace temperature rises to 1150°c within 7mins we needed to provide cooling air into the furnace to filter duct to avoid damaging the filter bags with incoming gas temperatures which exceed the working temperature limit of the filter media.
The outlet thermocouple was a failsafe to protect the filter bags, whereby if this temperature raised 50°C above either filter inlet thermocouple this would shut down the system.
The two inlet dampers had kinetrol El positioners fitted, and these are modulated through a 4-20mA output from the filter inlet thermocouples. Once the temperature got to the design temperature depending on which furnace was selected the air bleed dampers 1 or 2 would modulate. If the filter inlet temperature rose to 200°C the other damper would also modulate to give twice the air dilution volume.
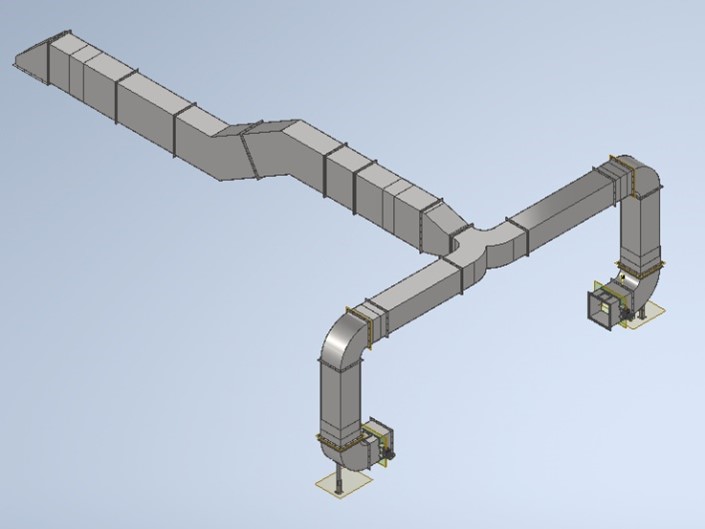

We designed the air bleed ducting to feed ambient temperature air from outside of the building directly into the furnace ducting to provide maximum cooling.
As in many of our projects we can dose activated carbon, lime or sodium bicarbonate and dependant on the gas composition sometimes both.
Due to the restrictions on site and small quantities of sorbents required we opted to have a mixed bicarbonate/ activated carbon (Pascocarb ©) in 25kg / 15kgs bags for easy operation in terms of refilling and maintenance.
This is our in house designed feeder which was a split hopper using two different sized screws and gearboxes. The reason for this was because of the batch process, we felt the need to ‘pre-coat’ the bags before each furnace test. This would allow a decent coating of the bags before each test was carried out.
The normal dosing requires the main fan to be operating above a certain percentage which results in a negative pressure in the ducting which is sufficient to carry the small amount of sorbents dosed.
The ‘pre-coat’ dosing had a blowing fan on the inlet to allow the product to be blown into the filter at a quicker rate.
For this project we offered a full turnkey solution which included all aspects of the project including:
- Design
- HAZOP
- FAT
- Mechanical and Electrical installation
- Commissioning and Training handover
The controls for our system were sited in a specific control room near to the furnaces.
We worked alongside the furnace manufacturer and the operatives try to make the HMI controls and functions as simple and intuitive to use as possible.
Our HMI screen was then mimicked onto the SCADA system to allow control over the whole plant from one user station.
As with most of our projects when allowed, we have to ability to remote access into the controls to diagnose any issue or to offer support to the operatives.
All the analogue readings are trended and are retained for one year so we can assess how the system has performed year to year.


CLIENT TESTIMONIALS:
With previously using Filter Designs for our initial project back in 2017, they were our first port of call for design and installation of a filter system for our new custom-built furnaces, having worked closely with Darren for over 6 years it was an easy choice for us as a company, as they already knew our process and focus. Darren and his team were always at hand to give us support and guidance to achieve our goals. It was a pleasure to work with such a knowledgeable and friendly company.
Furnace supervisor
Filter Designs produced designs and they installed a filter system to work with our fire testing furnaces. We can do all of our fire testing which produce some quite smoky emissions, but thanks to the filter we have put in here, none of that escapes to the environment.
R&D Manager, Intumescent Coatings.
Our recent Projects
An empty warehouse is always a welcome place to start a project. This is because we have a blank canvas with which to design an ideal layout for a flue gas treatment plant. Once installed, our system cleans the gases from a waste boiler and waste infeed plant and will allow the end user to stop transporting waste around the country and manage it locally, save on transport costs and produce some electricity too.
Project VC - Turnkey Flue Gas Treatment Plant for Waste Boiler
Project JP2 - Complete Flue Gas Treatment System for Intumescent Paint Furnaces (Phase 2)
Filter Designs is a trading name of Turnkey Filtration Limited, a limited liability company registered
in England under number 16279255, whose registered office is at Filtration House, Farndon Road, Market Harborough,
LE16 9NP - Website by 1PCS

